When a few drops can shut down a fab
In semiconductor manufacturing, systems for cooling and chemical supply are typically designed with high levels of redundancy and control. Despite this, leakage remains one of the most common causes of unplanned downtime and safety-related incidents in semiconductor equipment.
The impact of a leak is rarely the issue. What makes it challenging is the way it develops. A small seepage can remain unnoticed for hours or even days, while a sudden failure can force an immediate shutdown of the entire tool. As process complexity increases and uptime requirements become more demanding, leak detection can no longer be treated as a secondary function. It is becoming a fundamental part of equipment design.
The limitations of conventional leak detection approaches
Many semiconductor tools still rely on reflective sensing methods, where sensors detect changes in reflected light caused by the presence of liquid in drip trays or under piping. While straightforward in principle, this method becomes unreliable under real fab conditions.
Over time, surfaces inside equipment naturally change. Drip trays darken, residues accumulate and contamination alters reflectivity. Even variations in ambient lighting can influence detection behaviour. As a result, sensors may either trigger false alarms or fail to detect actual leaks.
For engineers, this creates an undesirable compromise. Either the system generates frequent nuisance stops, affecting productivity, or it risks missing early leak events. Neither scenario aligns with the requirements of modern semiconductor manufacturing, where both uptime and safety must be guaranteed.
Why leak detection needs a different logic
A key limitation of many traditional systems is that they treat every detected leak as a critical event. In practice, however, there is a clear distinction between a minor, early-stage leak and an abnormal condition that requires immediate intervention.
When this difference is not reflected in the detection strategy, even small and manageable issues can lead to unnecessary tool shutdowns. Conversely, delaying reaction in a true emergency is not an option.
This is where the concept of two-stage leak detection fundamentally changes the approach.
Two-stage detection: aligning response with risk
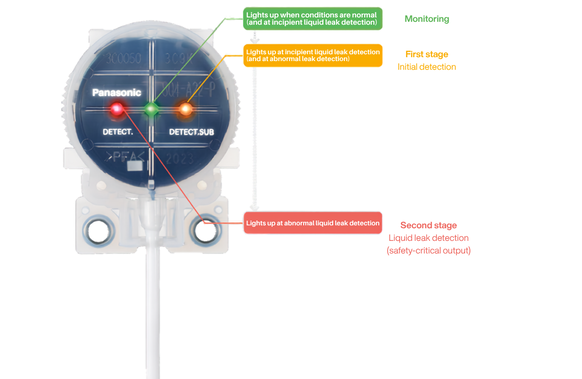
Two-stage leak detection introduces a more nuanced response to leakage by distinguishing between early warning and critical conditions.
At the first stage, the system identifies the presence of a minor leak and generates a warning signal. Operators are alerted and have the opportunity to investigate and take corrective action, while the tool can continue running under controlled conditions.
Only when the situation escalates or reaches a defined threshold does the system move to the second stage, triggering an emergency response and bringing the equipment to a safe stop.
By separating these two responses, the system aligns its behaviour with the actual risk level. This allows engineers to maintain productivity without compromising safety.
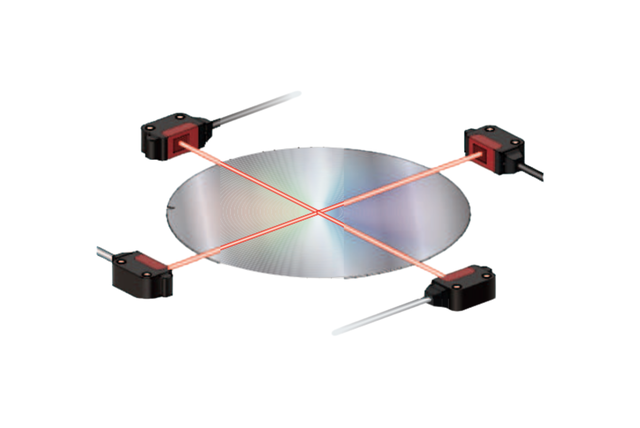
Why through-beam sensing improves reliability
To make this two-stage approach effective, the reliability of the detection method itself becomes critical. In semiconductor environments, where surfaces and conditions change over time, detection must remain stable regardless of external influences.
Through-beam sensing offers a clear advantage over reflective methods. Instead of relying on surface conditions, it detects interruption of a direct optical path between emitter and receiver. This makes the detection independent of background colour, contamination or ageing surfaces.
For long tool lifetimes and stable operation, this level of robustness is essential.
Application example: SQ4 safety leakage sensor

The SQ4 safety leakage sensor from Panasonic Industry is designed specifically for semiconductor equipment environments where both safety and uptime are critical.
By combining through-beam detection with a two-stage output, the SQ4 provides both early warning and emergency stop functionality within a single solution. Its design enables stable detection regardless of environmental conditions, while materials are selected to withstand exposure to cooling water and chemical liquids.
In addition to leak detection itself, the system can also monitor correct sensor installation, ensuring that detection capability is present and functioning as intended. From a safety perspective, the solution can be integrated into architectures supporting standards such as SEMI S2, with functional safety up to PLe / SIL3 depending on configuration.
Rather than acting as a standalone component, the SQ4 becomes part of the overall safety and process stability concept of the equipment.
Watch the video
.
From detection to process stability
In practice, the introduction of two-stage leak detection has a direct impact on both operational efficiency and system reliability. Early warnings allow engineers to intervene before problems escalate, while emergency responses remain reserved for genuinely critical situations.
This reduces false alarms, improves root-cause analysis and helps maintain higher tool availability. More importantly, it ensures that safety measures are applied where they are truly needed, without unnecessarily interrupting production.
Leak detection should therefore not be viewed in isolation. It is part of a broader strategy that includes stable chemical delivery, monitoring of process conditions and reliable wafer handling. Together, these elements define the stability of the process long before metrology ever evaluates the wafer.

In semiconductor manufacturing, the most costly failures rarely start as major events. They begin as small deviations that go undetected or are not handled appropriately.
By separating early warning from emergency response, two-stage leak detection introduces a more intelligent way of dealing with these situations. Combined with the reliability of through-beam sensing, it provides a practical path towards improved safety, higher uptime and more predictable operation.
For engineers developing next-generation semiconductor equipment, leak detection is no longer only about sensing liquid. It is about designing systems that respond in a controlled and meaningful way to real process conditions.

FAQ
|
Why is leak detection important in semiconductor equipment? |
Leak detection is important because even small leaks in cooling or chemical systems can lead to contamination, safety risks and unplanned downtime. Detecting these issues early helps prevent escalation and supports stable tool operation. |
|
What are the limitations of traditional leak detection methods? |
Many conventional systems rely on reflective sensing, which can become unreliable over time due to contamination, residue build-up or changes in surface conditions. This can result in false alarms or missed leak events. |
|
What is two-stage leak detection and why is it used? |
Two-stage leak detection distinguishes between early leaks and critical conditions. It allows operators to respond to small leaks without immediately stopping the tool, while still providing a fast emergency response when a situation escalates. |
|
How does through-beam leak detection improve reliability? |
Through-beam sensing detects the interruption of a direct optical path rather than relying on reflective surfaces. This makes detection independent of tray condition, ageing and contamination, resulting in more stable and consistent performance. |
|
How does leak detection influence semiconductor yield and uptime? |
Reliable leak detection prevents small issues from escalating into major failures. By identifying problems early, it reduces downtime, improves root cause analysis and supports more predictable process performance. |
|
How does leak detection fit into overall process stability? |
Leak detection is one part of a broader stability strategy that includes chemical delivery control, sensing, wafer handling and contamination management. Together, these elements ensure that processes remain stable before measurement or metrology takes place. |